Extrusion is a manufacturing process that shapes raw materials by pushing them through a specially designed tool called a ‘pin and die.’ This pin and die gives the material its final profile, which could be a regular round shape like a pipe or a more complex irregular shape such as in hexagonal shape.
The process of extrusion begins with a high accuracy and precision extruder, a machine that uses a screw or ram to move the material forward and apply heat and pressure, making it soft and pliable. As the material is pushed through the die, it takes on the die’s shape. Finally, an effective cooling system is designed to solidify the extruded material, ensuring it retains its newly formed profile.
Extrusion is used to create various products across different industries, including pipes, window frames, and even some food items.
Let’s delve into the details of this process and explore its significance in the medical device industry.
Polymer Extrusion Process
While extrusion can be applied to various materials, polymer extrusion focuses on shaping plastic materials, be it thermoplastic or thermoset. The polymer extrusion process is a crucial manufacturing technique to shape plastic resins into multiple products, from pipes to sheets and films. The process involves several precise steps to ensure the material is melted, shaped, and cooled correctly to form the final product.
Below is a detailed breakdown of the plastic extrusion process:
- Material Feeding: The extrusion process begins with feeding raw thermoplastic material, often tiny beads or pellets, into the extruder through a hopper mounted at the top. Before entering the extruder, the plastic can be mixed with additives, such as colorants or UV inhibitors, to achieve the desired properties in the final product.
- Melting and Heating: The raw plastic enters the extruder’s barrel, where a rotating screw pushes it forward. The screw typically operates at speeds up to 120 rpm. As the plastic travels through the barrel, electric heating zones heat it. These zones gradually raise the temperature of the material to its melting point, usually between 200–275 °C, depending on the type of polymer. Heating ensures the plastic melts smoothly and uniformly without degradation.
- Melt Formation: As the plastic beads are pushed through the barrel, they melt due to heat and friction. The friction between the screw and barrel wall generates additional heat. The heating elements can sometimes be turned off, relying on this frictional heat to maintain the proper melt temperature. Temperature controls are critical throughout this stage to prevent overheating and ensure the polymer does not degrade.
- Filtration: Once the plastic is fully melted, it is forced through a screen pack to filter contaminants. The screen pack has fine mesh screens that catch particles, while a breaker plate ensures that pressure remains consistent in the barrel during the extrusion process.
- Shaping: After filtration, the molten plastic resin flows through the die, whose shape is custom-made for the product being produced. The die ensures a consistent flow of molten plastic, transforming it into the desired shape of the final product.
- Cooling: Once the plastic resin has passed through the die, it is cooled to solidify its shape. Cooling methods vary by product. For tube and pipe extrusion, the product is typically cooled in a water bath, sometimes with a vacuum, to ensure the tube doesn’t collapse. For flat sheets or films, the material may pass through cooling rolls.
Polymer or plastic extrusion includes various processes tailored to specific applications, with tubing extrusion being a critical method for producing hollow products. This process uses a mandrel or pin inside the die to create internal cavities, making it ideal for manufacturing pipes, tubes, and other hollow items. The extruded material is shaped into its final form as it passes through the die, and cooling methods ensure it retains its shape.
Besides, blow-film extrusion is used to create plastic bags, sheet film extrusion produces flat sheets, and over-jacketing extrusion coats wires with plastic.
What is Extruded Tubing?
Extruded tubing creates tubing by forcing materials such as plastic or metal through a specially designed die. The process begins with heating the material, which is then fed into an extrusion machine, where it is melted and pushed through the die to form the desired shape. Depending on the application, this method can produce a wide variety of tubing profiles, including round, square, rectangular, or even custom shapes.
Extruded tubing typically has a uniform thickness and smooth surface finish regardless of shape or size. Moreover, tubing can be rigid or flexible, and the choice of material and design depends on factors like temperature range, chemical resistance, and mechanical strength required for the specific application.
Tubing Extrusion Process
The tubing extrusion process manufactures products like medical tubing, drinking straws, and other hollow items. This process is similar to standard extrusion, with a critical difference at the die stage.
During tubing extrusion, a mandrel or pin is placed inside the die to create the hollow sections of the tubing. As the molten material is forced through the die, the pin or mandrel ensures that the material forms around it, leaving a cavity in the center to produce the hollow tube.
Additional pins are placed within the die for more specialized applications, such as those requiring multiple internal cavities or lumens. These pins allow for multi-lumen tubing, commonly used in medical applications where multiple channels are needed within a single tube. Positive air pressure is often applied through these pins to help form the lumens and adjust their size.
By varying the pressure to each pin, manufacturers can precisely control the size and shape of each lumen, ensuring that the final product meets specific requirements. This flexibility makes the extrusion process ideal for producing complex, custom-designed tubing in various industries.
Technology Use to Create a Precision Extruded Tubing
Precision extruded tubing relies on advanced technologies that ensure exact control over the material, shape, and dimensions.
- One of the key technologies used is computer numerical control (CNC), which allows for exact adjustments to the extrusion die and mandrels. CNC systems enable the creation of custom tooling for complex multi-lumen tubing with tight tolerances. For example, medical tubing often requires tolerances as tight as ±0.0001 inches (0.002 mm) in diameter and wall thickness.
- Additionally, in-line measurement systems are integrated into extrusion lines to monitor and control the tube’s dimensions during production. These processes use laser gauges or micrometers to ensure that the tubing remains within specified measurements as it is being extruded.
- Temperature control is another crucial factor, with barrels and dies maintained at temperatures ranging from 200–275°C, depending on the polymer used, to achieve optimal flow and prevent material degradation.
- Air pressure control is also employed to regulate lumen sizes in multi-lumen tubes, allowing manufacturers to precisely adjust each lumen’s diameter by altering the air pressure applied to individual pins.
These technologies used in extrusion collectively produce high-precision tubing that meets the demanding standards of industries such as medical, automotive, and aerospace.
Tubing Extrusion Types in Medical Applications
In medical applications, various types of extruded tubing are essential for making equipment for functions like fluid transport, medication delivery, and surgical procedures.
Some common types of tubing extrusion used in the medical field include:
1. Single-Lumen
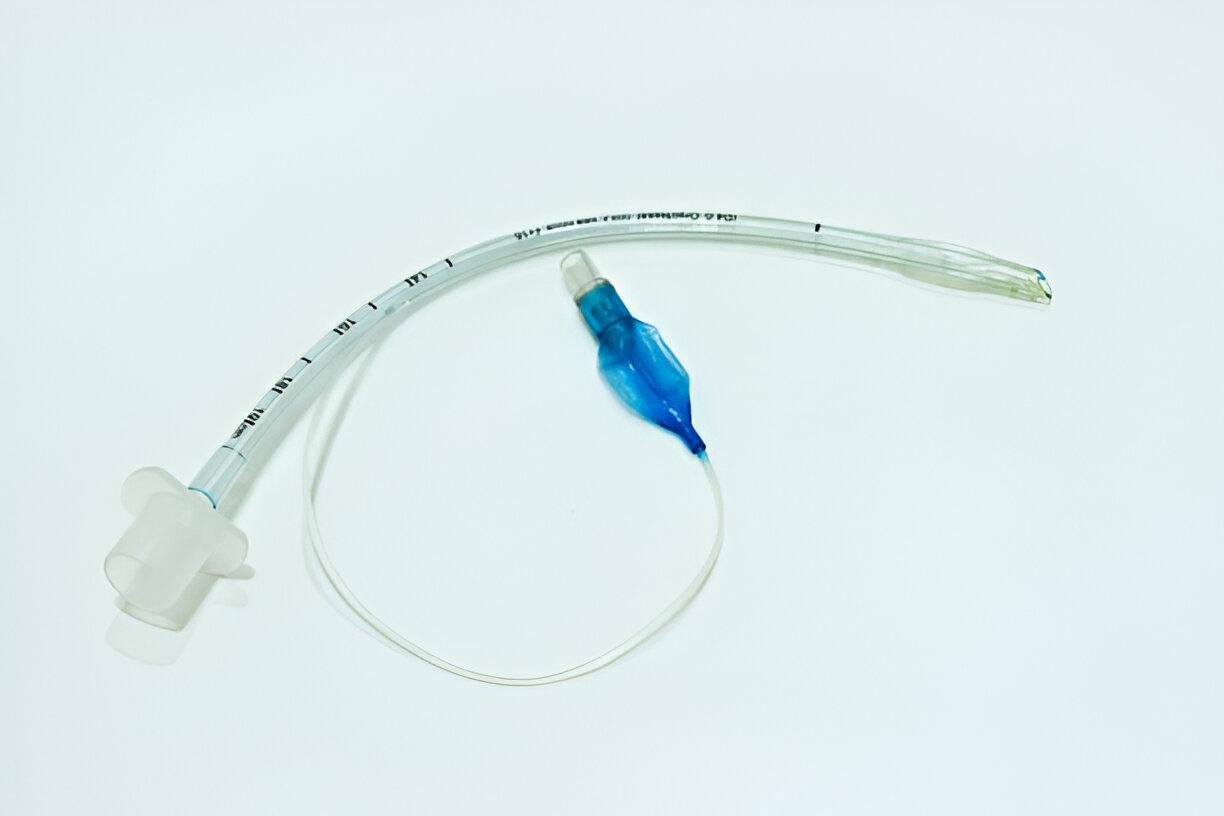
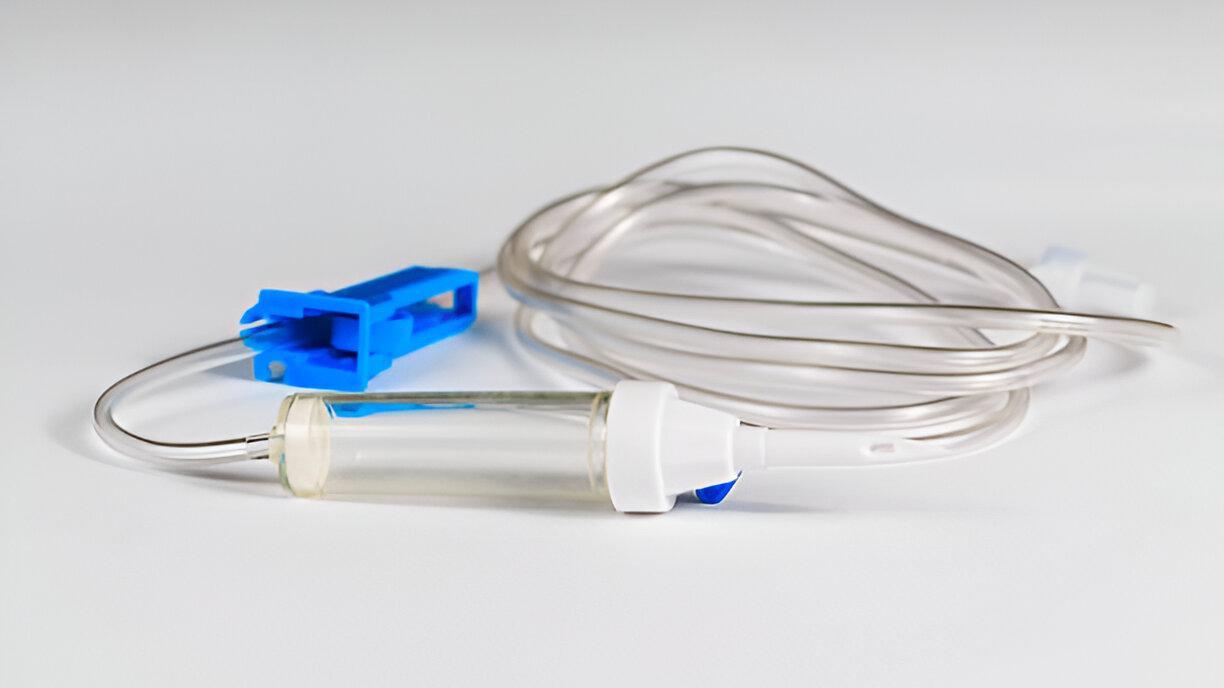
Single-lumen tubing features a solitary internal channel, making it ideal for applications requiring fluids, gases, or medications. It is commonly used in intravenous (IV) lines, catheters, and drainage tubes. The uniformity of the lumen ensures consistent flow and precise delivery, making it a critical component in medical devices.
2. Multi-Lumen

Multi-lumen tubing is designed with two or more internal channels (lumens), each serving a separate purpose. This type of tubing is used in complex medical devices, such as multi-channel catheters, where multiple functions, like drainage, fluid infusion, or pressure monitoring, must be performed simultaneously within a single tube.
3. Ultra Thin Wall

Ultra-thin wall tubing is engineered with extremely thin walls, allowing for superior flexibility and precision. This type of tubing is ideal for minimally invasive medical procedures, such as endoscopies and catheter-based surgeries, where space constraints and high performance are crucial. Ultra-thin wall tubing ensures high precision without compromising the strength and functionality required for medical applications.
Ensuring Precision and Quality in Medical Tubing Extrusion
The tubing extrusion process is essential in manufacturing high-quality polymer-based tubing for various medical applications. The precision involved in creating products like single-lumen, multi-lumen, and ultra-thin wall tubing is critical to ensuring medical devices’ safety, reliability, and effectiveness. Even the slightest variation in the extrusion process can affect performance, making accuracy paramount.
That is when MedSEA Forte comes into play. As a leading medical tubing supplier in Singapore, we offer top-tier solutions tailored to the healthcare industry’s unique needs.
For more information or to discuss your specific requirements, contact us today to learn how we can support your medical tubing needs.
Leave a reply